技術情報
- HOME
- 製造工程
製造工程
MANUFACTURING PROCESS
多種多様な時代のニーズに応える
最新鋭の設備を備えた生産ライン
開発から量産まで、粗材から完成加工までの一貫した生産システムと、徹底した品質管理・合理化により、ハイクオリティかつコストパフォーマンスに優れた製品をお届けします。
-
鋳鋼
溶解温度1600 ~ 1650℃。
非常に強靭であり、
溶接性に優れています。
-
鋳鉄
鋳鋼より比強度が高く伸びにくい反面、流動性がよく凝固収縮が少ないため、複雑な鋳物を作ることができます。
鋳鋼
溶解温度1600 ~ 1650℃。
非常に強靭であり、
溶接性に優れています。
-
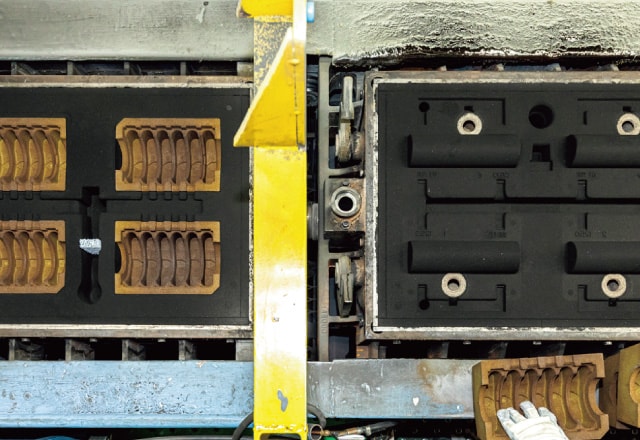
01. 造型・中子納め
金枠をセットした模型に水や粘結剤を加えて混練した砂を投入し、突き固めて上下の鋳型を作ります。
必要に応じて製品の空洞部を作るために中子(なかご)と呼ばれる砂型を鋳型にセットして上下の鋳型をかぶせます。 
-
02. 溶解・出湯
必要な化学成分に配合した材料(銑鉄・戻り材・鋼屑)を溶解炉で溶かして高温の溶湯を作ります。

-
03. 注湯・冷却
溶解炉で作られた溶湯を取鍋という容器に移し鋳型に注湯します。注湯後は、製品形状に固まり冷めるまで鋳型内で冷却されます。

-
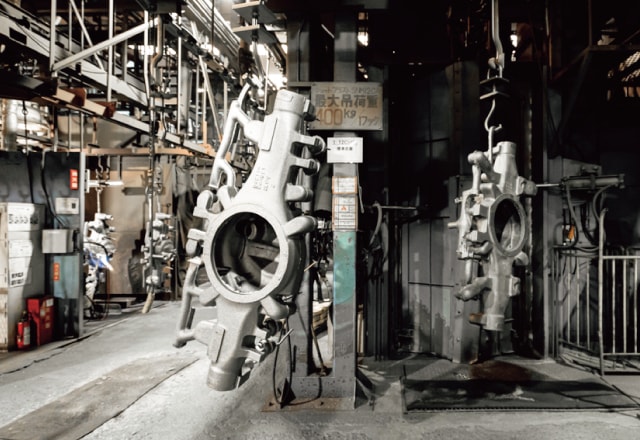
04. ショット
冷却された製品を鋳型から取り出し、1~3mm の鋼球を投射し周囲に付着している砂を落とします。
-
05. 切 断
ガスバーナーを使用して、湯道や押湯(製品に不要な部分)を溶断します。溶断の為、切断面は粗いままです。

-
06. ガウジング
カーボン棒に電流を流してスパークさせて切断面を溶かしエアーで吹き飛ばすことで切断面を滑らにします。

-
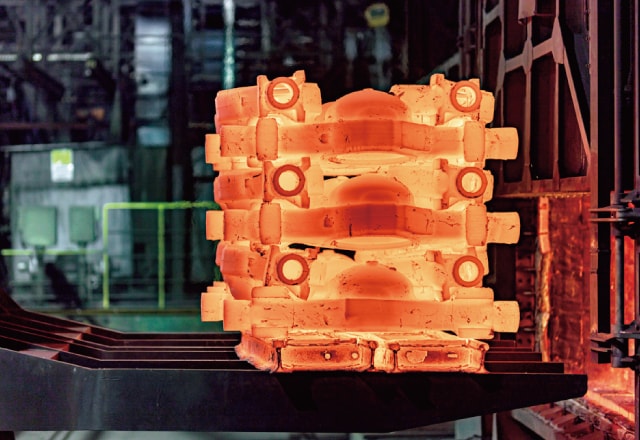
07. 熱処理(焼準)
組織を均一にするために熱処理炉の中に一定の温度、時間入れて処理します。
-
08. スケールショット
熱処理を行うと酸化膜が製品表面に付くため1~3mmの鋼球を投射し付着している酸化膜を落とします。
-
09. グラインダー
補修跡や規格高さより高い箇所をグラインダーで削ります。

-
10. 塗 装
製品が錆びないように必要に応じて防錆塗装が行われます。
-
11. 機械加工
必要に応じて機械加工を行います。

-
12. 検 査
外観や寸法などの検査を行います。

-
13. 出 荷
お客様の要望に応じた荷姿で出荷されます。

鋳鉄
鋳鋼より比強度が高く伸びにくい反面、流動性がよく凝固収縮が少ないため、複雑な鋳物を作ることができます。
-
01. 造型・中子納め
金枠をセットした模型に水や粘結剤を加えて混練した砂を投入し、突き固めて上下の鋳型を作ります。必要に応じて製品の空洞部を作るために中子(なかご)と呼ばれる砂型を鋳型にセットして上下の鋳型をかぶせます。
-
02. 溶解・出湯
材料を溶解炉で溶かして溶湯を作ります。

-
03. 注湯・冷却
溶湯を鋳型に注湯し、鉄が冷めるまで鋳型内で冷却します。

-
04. ショット
鋳型から取り出した製品1~3mmの球を投射して、付着している砂を落とします。

-
05. 破 断
製品部分以外の不要な部位(湯道など)を様々な道具(ジャッキ、ゲートペッカー、ハンマー)を使用し、折ることで、分離します。

-
06. グラインダー
製品の周りに付いている不要な突起などをグラインダー(CNCバリンダーやロボドリル等も使用)で削り落とします。

-
07. 塗 装
製品が錆びないように必要に応じて防錆塗装が行われます。
-
08. 機械加工
必要に応じて機械加工を行います。

-
09. 検 査
外観や寸法などの検査を行います。

-
10. 出 荷
お客様の要望に応じた荷姿で出荷されます。
